Company
Venturi Srl was established in 1978 by Amedeo Venturi who already had at that time 40 years of experience in the Gleason cutting machinery field.
Nowadays, even though always present in the company, Amedeo has left the company management to his two sons, Adolfo and Davide Venturi, who are successfully running the business making the Venturi brand very well-know and highly appreciated in Italy and abroad.
Thanks to a long experience in this field, skilled personnel and the use of Gleason machinery, Venturi Srl is able to supply customers with reliable, high-quality ring & pinion sets.
Venturi’s production includes Hypoid, Spiral, and Zerol® crown & pinion sets as well as Curvic® Coupling which are all cut with the Gleason System.
The company headquarters and plant are located in Riola di Vergato (Bologna), Italy – 50 kms from Bologna and around 30 kms from the “ Autostrada del Sole” highway.
The facility covers an area of 4000 sq/mt.

HOW WE WORK
Venturi srl main activity is manufacture hypoid, spiral and Zerol crown wheel & pinion sets and Curvic Coupling, that we cut with the Gleason System.
Starting by customer specification (drawing or sample) we can produce or teeth and lap the crown & pinion sets .
disegno o da ingranaggio conico campione.
TECHNICAL DEPARTMENT:
The work of the technical dept. begins after the customer enquiry, choosing the working process, the equipment and the tools to be used.
After order confirmation our process stages are:
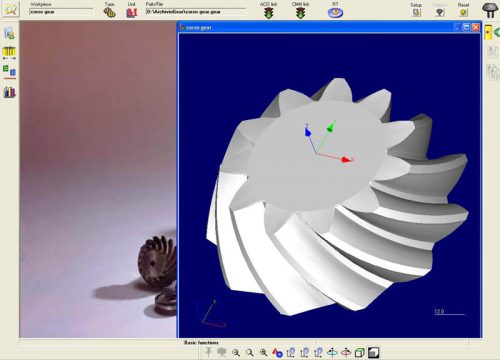
- Study of the bevel cut (dimension sheet, TCA, summary) performed using a software connected to Gleason
- Tooling study
- equipments engineering (CAD)
- Working process
- drawings
You can download the technical documents: CAD , TCA , Dimension Sheet

MANUFACTURING PROCESS:
The ring gear production capacity range is from 6” to 22” diameter, with Modul 3-12 and with original Gleason cutter blades from 3,5” to 16”.
The teething of the “formate” crown and pinion sets is carried out with the Gleason machines type 11, 112, PH600 and 22, whereas the “generated” gear sets are cut with Gleason 116 and PH600 also used for the pinions. The newly acquired Phoenix 600HC is used for the “completing” type cut.
All the ring and pinion set are lapped using Gleason lappers type 503, 506, 516 and then tested one by one on Gleason tester type 502, 512, 513, 17H and 17A.
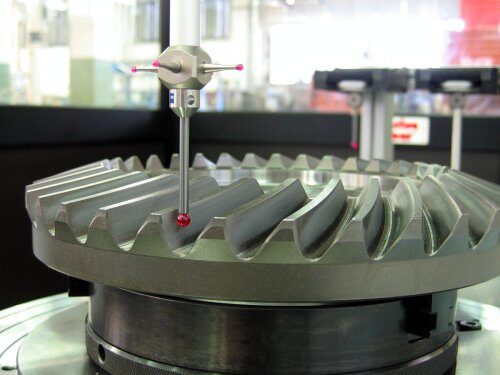
QUALITY CONTROL:
Venturi srl may assure to the customers all the quality requirements .
Using up-to-date measuring instruments like a 3D ZEISS center Mod. ACCURA to check the parts, we can obtain an high quality level.
We can supply several quality certificates like dimensional measurement, evaluation of flank form, pitch, tooth thickness, spiral and profile angle of Involute Spiral Bevel Gears according to DIN 3965, part 1 and 2, AGMA 390.03a, Rev. 1988 and ANSI/AGMA 2009-A98, steel certificate and heat treatment test.

PACKAGING, STOCK AND LOGISTIC:
Our facility covers a wide area for packaging and logistics.